













Посадка – способ производства деталей, борта которых отгибают вовнутрь. Из-за разницы длины кромок и заготовки возникают волны и утолщения излишнего металла. Чтобы избежать этого, при формировании изгиба сначала делают гофры, затем осаживают их.
При выполнении операции металлический лист несколько утолщается из-за сжатия частиц материала. Величина утолщения зависит от физических характеристика металла или сплава, толщины листа, габаритов заготовки и величины радиуса закругления. Лучше всего поддаются посадке медь и алюминий, вязкие мягкие сплавы. Чем тверже материал, тем выше вероятность образования волн, значительного утолщения, других деформаций.
Заготовки из твердых и хрупких металлов и сплавов изготавливают в несколько этапов. Для улучшения свойств материала детали отжигают. Это позволяет увеличить пластичность материала и уменьшить деформацию. Посадку выполняют 2 способами: на станке и вручную.
Посадка металла вручную
Для посадки ручным способом требуются следующие инструменты:
- Молотки с деревянными и стальными головками. Инструмент подбирают по свойствам металла, длине и высоте гофра. Деревянные молотки применяют для осаживания гофра. Стальные инструменты применяют для осаживания и правки бортов деталей.
- Плита или рельса. Применяются в качестве опорного приспособления при нанесении гофра, правке и других операциях. Размер плиты и рельса выбирают по габаритам заготовки.
- Ручные гофрилки. Приспособления применяют для нанесения гофра. Допускается также использование круглогубцев с полированными губками из инструментальной закаленной стали.
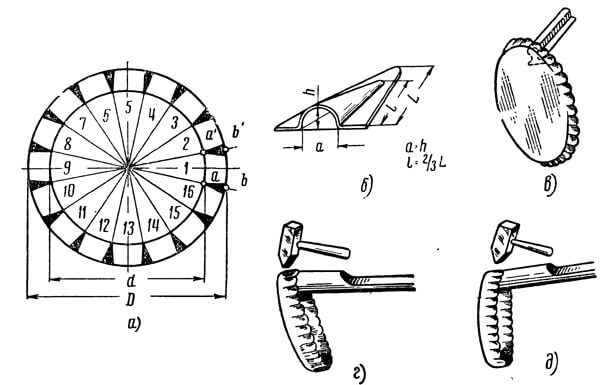
Для начала наносят гофры на равном расстоянии друг от друга. Их высота должна быть приблизительно равна ширине, длина должна быть не меньше 2/3 высоты кромки. Узкие и высокие гофры при посадке трескаются и образуют складки металла, которые потом невозможно выправить. Перед гофрированием заготовки из твердых и хрупких металлов рекомендуется отжигать для увеличения вязкости. При необходимости отжиг можно выполнять перед каждой операцией.

Работа на металлообрабатывающем станке
Посадку выполняют на плите или рельсе молотками с отшлифованными стальными или деревянными боками. При выполнении работы нельзя располагать место изгиба непосредственно на опорном приспособлении. В противном случае металл можно пробить насквозь.
Наводку и посадку гофра можно выполнять несколько раз, повторяя операции до тех пор, пока не получится деталь требуемой формы. После посадки гофров заготовку правят молотками с плоской рабочей частью.
Посадка металла на станке
Процесс посадки можно механизировать. Применение посадочных станков позволяет ускорить процесс производства в 5-6 раз. Оборудование применяется в серийном и массовом производстве деталей и заготовок сферической формы.
Для выполнения посадки заготовка помещается на рабочую зону станка. При движении ползуна станка вниз, деталь прогибается при соприкосновении с рабочим инструментом, при движении вверх гофры усаживаются под воздействием катящегося рабочего ролика. Операцию повторяют до получения заготовки необходимой конфигурации.

Элементы посадки на посадочном станке: а, б — прогиб заготовки, а, г — получение гофра, д — утолщение кромки
При посадке заготовки на станке, требуется следить за состоянием рабочих инструментов и частей, регулярно промывать их керосином и протирать ветошью. Загрязнение приводит к появлению рисок и царапин на кромках и увеличению процента бракованных деталей.
При деформации языка, требуется выправить или заменить элемент, при попадании заготовки под него, выполнение работ невозможно.





